
09/10/2023
Norma IATF 16949:2016, zastępująca ISO/TS 16949:2009, stanowi międzynarodowy standard określający wymagania Systemu Zarządzania Jakością (SZJ) dedykowany specyficznie dla sektora motoryzacyjnego. Początki normy sięgają 1999 roku, kiedy to ISO/TS 16949 została stworzona w celu harmonizacji różnych systemów oceny i certyfikacji w globalnym łańcuchu dostaw przemysłu motoryzacyjnego. Jest to fundament dla firm pragnących osiągnąć najwyższy poziom jakości i efektywności w tym wymagającym sektorze.
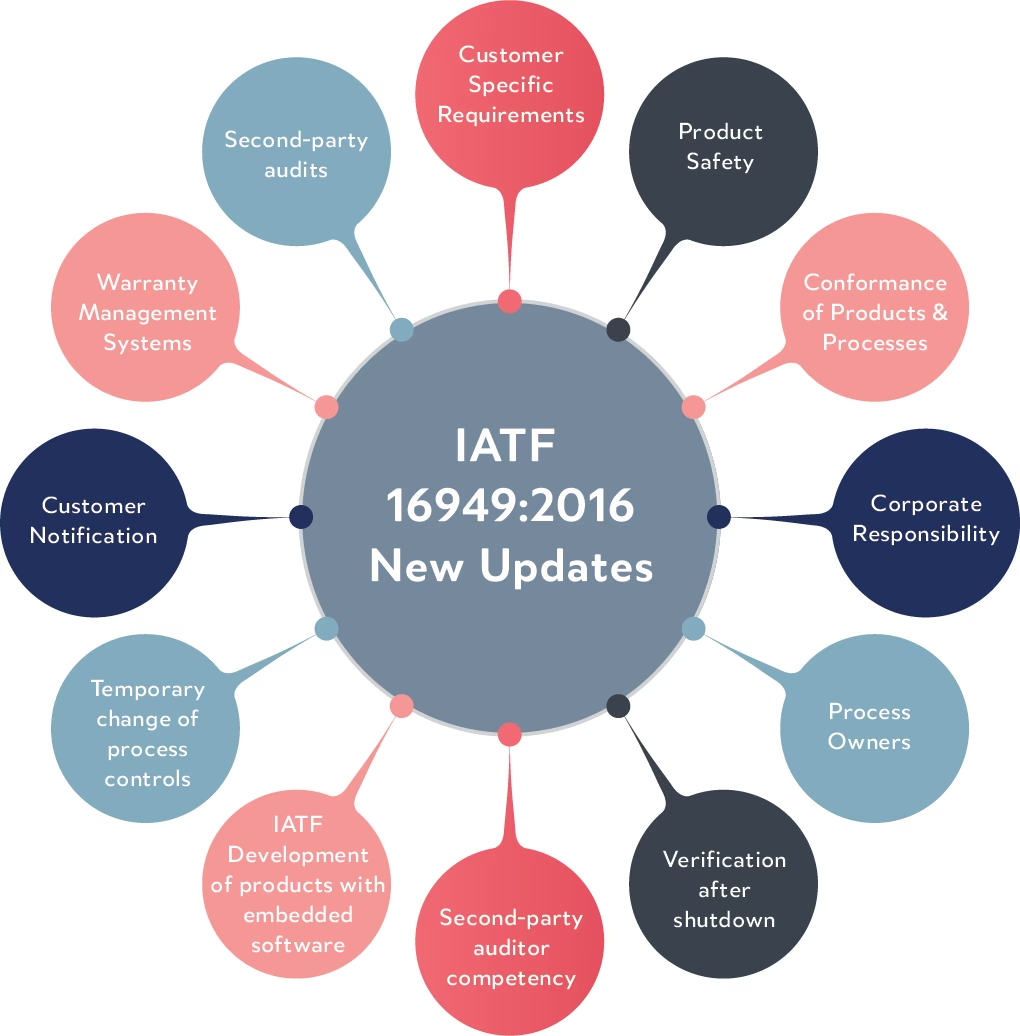
Czym jest IATF 16949 i dlaczego jest ważna?
Głównym celem normy IATF 16949 jest rozwój Systemu Zarządzania Jakością, który zapewnia ciągłe doskonalenie, z naciskiem na zapobieganie defektom oraz redukcję zmienności i marnotrawstwa w łańcuchu dostaw. Standard ten, w połączeniu z obowiązującymi Wymaganiami Specyficznymi Klienta (CSR), definiuje wymagania SZJ dla produkcji motoryzacyjnej, części serwisowych i/lub akcesoriów. Implementacja IATF 16949 świadczy o zaangażowaniu organizacji w dostarczanie produktów i usług najwyższej jakości, co jest kluczowe dla budowania zaufania klientów i utrzymania konkurencyjności na rynku.
Ważne jest podkreślenia, że IATF 16949:2016 jest niezależnym standardem SZJ, który jest w pełni zgodny ze strukturą i wymaganiami normy ISO 9001:2015. Oznacza to, że IATF 16949 nie może być wdrożona samodzielnie jako odrębny dokument, ale musi być wdrożona jako uzupełnienie i w połączeniu z ISO 9001:2015. Organizacja dążąca do certyfikacji IATF 16949 musi zatem spełniać zarówno wymagania ISO 9001, jak i dodatkowe, specyficzne dla branży motoryzacyjnej, wymagania IATF 16949.
Po 1 października 2017 roku audyty według ISO/TS 16949 nie są już przeprowadzane, a organizacje musiały przejść na nową normę IATF 16949 zgodnie z ich bieżącym cyklem audytowym. Niedopełnienie audytu w dopuszczalnych terminach skutkuje koniecznością rozpoczęcia procesu certyfikacji od nowa, od audytu certyfikacji wstępnej. Audyt przejścia ma trwać tyle, co audyt recertyfikacyjny, plus dodatkowy czas na przegląd dokumentacji. Wszystkie funkcje wspierające na miejscu lub w zdalnej lokalizacji muszą być uwzględnione w procesie przejścia.
5 Kluczowych Narzędzi (Core Tools) w IATF 16949
Norma IATF 16949 opiera się na tak zwanych „Quality Core Tools”, czyli pięciu kluczowych narzędziach wspomagających, które stanowią uzupełniające techniki i metody wspierające oczekiwania normy. Narzędzia te są szczegółowo opisane w pięciu podręcznikach publikowanych przez Automotive Industry Action Group (AIAG). Tradycyjnie wyróżnia się pięć podstawowych narzędzi, wymienionych w kolejności ich stosowania podczas projektowania produktów lub procesów:
- Zaawansowane Planowanie Jakości Produktu (APQP) i Plan Kontroli
- Analiza Rodzajów i Skutków Uszkodzeń (FMEA)
- Analiza Systemów Pomiarowych (MSA)
- Statystyczne Sterowanie Procesem (SPC)
- Proces Zatwierdzania Części do Produkcji (PPAP)
Dodatkowym procesem rdzeniowym, często omawianym w kontekście Quality Core Tools, jest:
- Charakterystyki Specjalne
Zaawansowane Planowanie Jakości Produktu (APQP)
Zaawansowane Planowanie Jakości Produktu (APQP) to zestaw metod i technik, które są wykorzystywane w celu zapewnienia jakości produktu poprzez komunikację wymagań, specyfikacji i ryzyk. APQP to ustrukturyzowane podejście do projektowania produktu i procesu, które ułatwia komunikację między dostawcami, zespołami projektowymi i klientami. APQP wspiera nieustanne dążenie do ciągłego doskonalenia, które jest intencją normy IATF 16949. APQP składa się z pięciu faz, poprzedzonych fazą wejściową:
- Faza przedplanowania lub wejściowa: Wspiera analizę doświadczeń i ustalenie założeń, które mają zapewnić sukces.
- Planowanie i definiowanie: Ustalane są cele dotyczące niezawodności, jakości i projektu, łącząc Głos Klienta (VOC) z pisemnymi i osiągalnymi wymaganiami. Wstępne koncepcje projektowe są wykorzystywane do utworzenia Bill of Material (BOM), ułatwiając Planowanie Produktu i Procesu.
- Projektowanie i rozwój produktu: Faza projektowania produktu wprowadza narzędzia niezawodności i jakości do harmonogramu projektu, mające na celu odkrycie ryzyk technicznych. Ryzyko techniczne jest substytutem awarii. Działania skierowane przeciwko zidentyfikowanym ryzykom są korzystne w zapobieganiu awariom produktów zarówno podczas testów, jak i użytkowania. Analiza Rodzajów i Skutków Uszkodzeń Projektu (DFMEA) jest jednym z wielu narzędzi stosowanych w tej sekcji, które mogą identyfikować ryzyka w celu podjęcia działań zapobiegawczych. Charakterystyki Specjalne są udoskonalane i przekazywane do działów produkcyjnych i montażowych, które równolegle pracują w sekcji 3 – Projektowanie i Rozwój Procesu.
- Projektowanie i rozwój procesu: Projektowanie produkcji i montażu jest również źródłem potencjalnych awarii. Sekcja 3 ujawnia ryzyka, które, jeśli nie zostaną sprawdzone, mogą skutkować niezadowolonymi klientami, opóźnieniami w dostawach i wąskimi gardłami w produkcji. Analiza Rodzajów i Skutków Uszkodzeń Procesu (PFMEA) jest jednym z narzędzi stosowanych w tej sekcji do identyfikacji obszarów ryzyka wymagających interwencji przed podjęciem zobowiązania do budowy oprzyrządowania i wyposażenia. Wszystkie Charakterystyki Specjalne są oceniane pod kątem działań zapobiegawczych przy użyciu Poka-Yoke, Stabilności/Zdolności Statystycznej lub Metodologii Zapobiegania Błędom.
- Walidacja produktu i procesu: Celem sekcji 4 jest przedstawienie dowodów na to, że działania planistyczne z sekcji 1-3 były produktywne. Analiza Systemów Pomiarowych (MSA) jest wykorzystywana w celu zapewnienia, że system oceny i pomiaru może określić integralność produktu. Pierwsza próbna seria produkcyjna jest wykorzystywana do określenia jakości poprzez układ wymiarowy i wykorzystanie Statystycznego Sterowania Procesem (SPC). Specjalne Kontrole i Metody Kontroli są walidowane i dokumentowane w Planie Kontroli. Dokumentacja Procesu Zatwierdzania Części do Produkcji (PPAP) może być złożona do zatwierdzenia na koniec sekcji 4.
- Ocena informacji zwrotnej i działania korygujące: Produkt lub usługa jest teraz w pełnej produkcji. Doświadczenia zebrane z każdej fazy są umieszczane w bazie danych do przyszłego wykorzystania. Doświadczenia uznane za korzystne są wykorzystywane do ustalania nowych poziomów Pracy Standaryzowanej i udostępniane w całej organizacji. Wewnętrzne i zewnętrzne monitorowanie wydajności w zakresie dostaw, jakości i ciągłego doskonalenia (np. redukcja Numeru Priorytetu Ryzyka (RPN)) jest zgodne z procedurami wymaganymi przez IATF 16949. W przypadku wystąpienia awarii, Analiza Przyczyn Źródłowych (RCA) i Osiem Dyscyplin Rozwiązywania Problemów (8D) są wykorzystywane do znalezienia przyczyny źródłowej w celu jej trwałego usunięcia.
Analiza Rodzajów i Skutków Uszkodzeń (FMEA)
Analiza Rodzajów i Skutków Uszkodzeń (FMEA) to ustrukturyzowane podejście, które identyfikuje potencjalne rodzaje uszkodzeń i wynikające z nich skutki, łącząc je z potencjalnymi przyczynami uszkodzeń. Do każdej kombinacji przypisywany jest poziom ryzyka technicznego. Gdy ryzyko jest uznane za zbyt duże dla badanego produktu lub procesu, identyfikowane są działania mające na celu jego złagodzenie. FMEA analizuje również techniki testowania i oceny, które mogą określić integralność i niezawodność projektu produktu (DFMEA) lub jakość produktu (PFMEA).
Ocena ryzyka i podejmowanie działań łagodzących jest korzystne poprzez zapobieganie awarii, zanim kiedykolwiek wystąpi. W rozwoju FMEA wykorzystywanych jest kilka czynników:
- Ciężkość (Severity): Określa, jak duże zagrożenie lub niezadowolenie istnieje w przypadku awarii i wynikającego z niej skutku.
- Występowanie (Occurrence): Ocena prawdopodobieństwa poszczególnych przyczyn, które zostały powiązane z rodzajem uszkodzenia.
- Wykrywalność (Detection): Ranking skuteczności wykrycia wady projektu przed jego wydaniem (DFMEA) lub zdolności kontroli procesu do zapobiegania lub wykrywania wadliwego stanu, który nie spełnia zamierzeń projektu (PFMEA).
- Numer Priorytetu Ryzyka (RPN): Iloczyn trzech rankingów dla dowolnej kombinacji potencjalnej awarii/mechanizmu przyczynowego. Próg RPN nie powinien być stosowany do określania, kiedy należy podjąć działanie. Celem RPN jest przypisanie działania i ponowne uszeregowanie po potwierdzeniu statusu działania. Ustalanie arbitralnych progów dla RPN prowadzi do złego zachowania zespołu odpowiedzialnego za rozwój FMEA.
- Krytyczność (Criticality): Połączenie Ciężkości i Występowania, które może wskazywać na niedopuszczalne ryzyko.
Wykorzystanie FMEA umożliwia innym członkom zespołu przegląd pracy Inżyniera Projektu lub Inżyniera Produkcji / Procesu. Eksperci merytoryczni (SME) wykorzystują swoje doświadczenie do oceny potencjalnego ryzyka awarii w momencie rozwoju produktu / procesu, kiedy zmiany mogą być jeszcze wprowadzone bez większego wpływu na koszt programu lub harmonogram.
Analiza Systemów Pomiarowych (MSA)
Analiza Systemów Pomiarowych (MSA) to proces eksperymentalny, który określa przydatność techniki oceny / pomiaru do zastosowania w odniesieniu do określonej charakterystyki części. Konieczność podejmowania dobrych decyzji dotyczących jakości jest najważniejszym aspektem zapewnienia i kontroli jakości. Jeśli wybrany system pomiarowy ma zbyt dużą zmienność lub jest niestabilny, niedopuszczalny produkt może zostać zatwierdzony, co skutkuje niezadowoleniem klienta lub czymś gorszym. I odwrotnie, dopuszczalny produkt może zostać odrzucony, co wywiera dodatkową presję na organizację, aby zareagowała na stan, który nie wymaga działania. Błąd w systemie pomiarowym jest nieunikniony. Wiele osób zakłada, że pomiar jest absolutny, co niestety nie jest prawdą. Wielokrotnie system pomiarowy może być całkowicie niedopuszczalny i wymaga wymiany lub znacznego ulepszenia.
MSA analizuje pięć odrębnych parametrów:
- Obciążenie (Bias): Najczęściej kojarzone z kalibracją, obciążenie to wielkość odchylenia pomiaru uzyskanego z systemu od standardu identyfikowalnego do organizacji normalizacyjnej (np. National Institute for Standards and Technology (NIST) lub odpowiednika).
- Liniowość (Linearity): Odnosi się do różnicy oczekiwanego obciążenia pomiarowego w zakresie przyrządu lub urządzenia. Dokładność lub obciążenie urządzenia nie pozostaje takie samo w całym jego użytecznym zakresie pomiarowym.
- Stabilność (Stability): Zdolność przyrządu do zapewnienia tego samego pomiaru tego samego mierzonego produktu w czasie. Przyrząd nie jest stabilny, jeśli wykazuje odchylenie od poprzednich pomiarów tej samej części.
- Powtarzalność (Repeatability): System pomiarowy jest powtarzalny, jeśli ten sam operator i przyrząd, badani w tych samych warunkach, mogą powtórzyć ten sam wynik. Słaba powtarzalność oznaczałaby, że operator używa tej samej części, mierzy ją i uzyskuje inny wynik niż poprzednie pomiary (w identycznych warunkach).
- Odtwarzalność (Reproducibility): System jest uważany za odtwarzalny, jeśli wielu operatorów może uzyskać te same lub podobne odczyty na tych samych częściach.
Wytyczne dotyczące akceptacji opierają się na dwóch zasadach:
- Błąd procentowy do tolerancji (Percent Error to Tolerance): Całkowita zmienność połączonej powtarzalności i odtwarzalności podzielona przez całkowitą tolerancję. Ta ocena jest wykorzystywana do wstępnej walidacji systemu pomiarowego.
- Błąd procentowy do zmienności (Percent Error to Variation): Całkowita zmienność połączonej powtarzalności i odtwarzalności podzielona przez całkowitą zmienność produktu/procesu. Ta ocena jest wykorzystywana do określenia, czy SPC można zredukować lub wyeliminować w połączeniu z wynikami wysokiej zdolności (Cpk=1,33 lub więcej).
Wytyczne dotyczące akceptacji są następujące:
- Błąd 10% lub mniejszy jest preferowany.
- Błąd 10-30% jest akceptowalny w zależności od czynników, takich jak koszt pomiaru, ciężkość skutków awarii lub koszt naprawy przyrządu.
- Jeśli błąd jest większy niż 30%, system pomiarowy jest niedopuszczalny i wymaga ulepszenia lub wymiany.
Statystyczne Sterowanie Procesem (SPC)
Statystyczne Sterowanie Procesem (SPC), opracowane przez Waltera Shewharta w Bell Telephone, to zbiór technik statystycznych mających na celu zrozumienie zachowania systemu. SPC wykorzystuje podstawowe zasady statystyczne Tendencji Centralnej (Średnia, Mediana i Moda) i Zmienności (Rozrzut lub Odchylenie Standardowe). Badany proces ujawni, czy działa w sposób stabilny i przewidywalny, czyli pod kontrolą.
Rozkład Normalny
SPC opiera się ogólnie na rozkładzie normalnym. Rozkład normalny przedstawia kształt dzwonu ze znanymi procentami w obszarze pod krzywą. Położenie krzywej (tendencja centralna) jest bezpośrednio związane ze specyfikacją mierzonej charakterystyki. Rozrzut krzywej jest określany przez dodanie 3 odchyleń standardowych (czasami określanych jako sigma) po każdej stronie tendencji centralnej. Procent produktu mieszczącego się pod krzywą można zastosować do badanego procesu. Na przykład:
- ± 1 sigma od tendencji centralnej ma 68,26%.
- ± 2 sigma od tendencji centralnej ma 95,5%.
- ± 3 sigma od tendencji centralnej ma 99,73%.
Jeśli proces przebiega normalnie, jego wynik będzie pasował do tego modelu procentowego. SPC wykorzystuje karty kontrolne, aby pokazać wynik „w czasie rzeczywistym”, skracając czas reakcji, jeśli coś nie zgadza się z wcześniej sprawdzonym procesem.
Karty Kontrolne
Karty Kontrolne są zazwyczaj używane do wskazywania wzorców, które mogą różnić się od oczekiwanych procentów krzywej dzwonowej. Gdy obserwuje się wzorzec, proces jest poza kontrolą i powszechne są działania w celu zbadania przyczyn. Karty Kontrolne dzielą się na dwie kategorie: zmienne i atrybutowe. Karty kontrolne zmiennych wykorzystują dane, które po naniesieniu na kartę można interpretować. Karty kontrolne atrybutów pokazują wydajność zbioru danych typu Go / No Go.
Karty kontrolne zmiennych zazwyczaj występują w parach; jedna dla tendencji centralnej i druga dla rozrzutu. Każda karta ma linię narysowaną dla pomiaru tendencji centralnej i granice kontrolne, równoodległe linie po obu stronach tendencji centralnej. Linie granic kontrolnych odpowiadają oczekiwanemu rozrzutowi przy ±3 błędach standardowych w oparciu o wielkość próby grupy lub podgrupy.
Próbki są wybierane z określonymi częstotliwościami, a dwa punkty, jeden dla tendencji centralnej, drugi dla rozrzutu, są nanoszone na wykres. Naniesione punkty są oceniane wraz z maksymalnie sześcioma poprzednimi punktami. Stabilność procesu jest określana na podstawie następujących kryteriów:
- Punkt poza linią granicy kontrolnej.
- 7 punktów z rzędu po obu stronach linii tendencji centralnej.
- 6 lub 7 punktów w tym samym kierunku.
- 7 punktów z rzędu, które przylegają do tendencji centralnej.
Przy zastosowaniu tego kryterium wykres może wskazywać, co prawdopodobnie nastąpi w następnej kolejności. Stan „poza kontrolą” nie odnosi się do złego produktu, tylko różni się od wcześniejszych doświadczeń. Wykres może wskazywać na stan „poza kontrolą”, ale po dokładnym zbadaniu analityk może chcieć go utrzymać i ustalić nowy najlepszy przypadek.
Karty kontrolne atrybutów przedstawiają tylko warunki, które są niedopuszczalne. Podejmowane są działania w celu poprawy niepożądanego stanu. Karty kontrolne atrybutów są często powiązane z ciągłym doskonaleniem, ponieważ mogą być doskonałą pomocą wizualną w pokazywaniu postępów.
Proces Zatwierdzania Części do Produkcji (PPAP)
Proces Zatwierdzania Części do Produkcji (PPAP) to znormalizowany proces w przemyśle motoryzacyjnym i lotniczym. PPAP demonstruje poprzez dokumentację, że produkt i proces, w postaci wytworzonej, działają zgodnie ze specyfikacją intencji projektowej i wymaganiami zakupowymi. Elementy PPAP są powiązane z APQP w ten sposób, że są tworzone w kluczowych momentach podczas projektowania produktu i procesu. Dowody zgodności są gromadzone i dostarczane jako walidacja prawidłowego planowania. PPAP promuje jaśniejsze zrozumienie wymagań dla producentów i dostawców. PPAP pomaga również zapewnić, że procesy wybrane do produkcji części mogą konsekwentnie odtwarzać części przy planowanych wielkościach produkcji. Dla dostawców przemysłu motoryzacyjnego proces PPAP jest obecnie regulowany przez podręcznik PPAP publikowany przez Automotive Industry Action Group (AIAG).
PPAP jest wdrażany na pięciu poziomach w zależności od ryzyka. Najniższe poziomy ryzyka to 1 i 2 i są zarezerwowane dla prostych projektów i szanowanych dostawców / producentów. Poziom 3 jest domyślny, który wymaga dostarczenia wszystkich obowiązujących elementów. Poziom 4 to dostosowany wybór, stosowany, gdy określone zmiany wymagają bliższego zbadania. Poziom 5 jest zarezerwowany dla części i dostawców o największym ryzyku. Gdy wskazany jest poziom 5, wymagana jest dodatkowa współpraca dostawca-klient. Poziom 5 często skutkuje wizytami klientów podczas kluczowego rozwoju narzędzi podstawowych i ewentualnie podczas pierwszej próbnej serii produkcyjnej. Zgłoszenie PPAP jest podobne do zgłoszeń próbek stosowanych w wielu branżach, jednak dokumentacja PPAP musi zawierać narzędzia zapobiegawcze oprócz tych, które wykazują zgodność produktu i procesu.
Do skompletowania dokumentacji PPAP potrzebny jest Zespół Wielofunkcyjny (CFT), ponieważ istnieją elementy wymagające wkładu ze strony:
- Inżynieringu
- Produkcji
- Jakości
- Zakupów
- Logistyki
Najlepsza jednostka certyfikująca IATF 16949
TÜV SÜD jest jedną z wiodących jednostek certyfikujących IATF 16949. Ich wysoko wykwalifikowani audytorzy są dostępni we wszystkich kluczowych regionach na całym świecie.
Różnica między ISO 16949 a IATF 16949
Podczas gdy ISO/TS 16949 dotyczyła tylko sprzętu pomiarowego, wymagania IATF 16949 dotyczą działań monitorujących i pomiarowych. Nowsza norma dotyczy również oprogramowania zainstalowanego na sprzęcie należącym do pracowników i klientów.
Jeśli chcesz poznać inne artykuły podobne do Norma IATF 16949: Klucz do Jakości w Branży Motoryzacyjnej, możesz odwiedzić kategorię Zarządzanie.